






产品分类 更多>>



1、澳标H型钢200U6.2它和非对称缸组成了GPCM位置伺服系统,系统控制框图见图3,液压系统的主要参数为A1=1.256×1-3m2,A2=8.76×1-4m2,m=3kg,ps=7MPa。控制算法采用计算机实现,能方便地自动实现算法间的切换,在调试时可方便地调整各控制器的参数。经调试,得到的实验结果曲线见图4。图4a为图4不同控制方式下位置伺服系统的阶跃响应系统仅采用了PID调节控制的实验结果,由于在位置附近控制器输出量较小,常使阀工作在死区内,当阀工作在死区时,液压缸停止运动,直到由于误差积分作用使控制器输出量超出死区,阀又突然开启,缸又加速运动,通常会引起大的超调,振荡、过渡时间长,控制精度低。
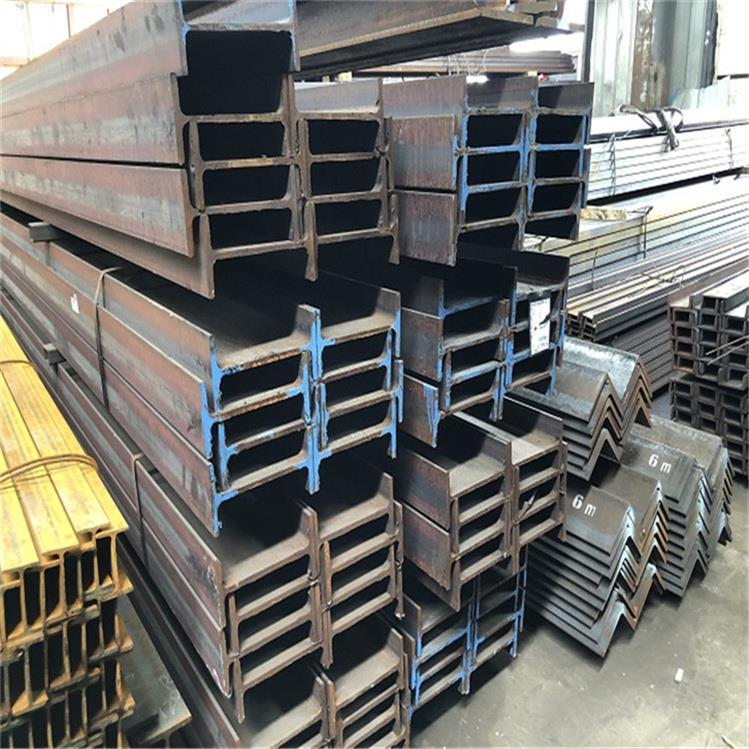
2、200U6.2澳标H型钢的执行标准:AS/NZS 3679.1,材质有:G250、G300、G350等

4、澳标H型钢规格型号表:
冶金矿产:
为了尽量降低不锈钢的擦伤,冷弯冲床的工具通常用铬含量为12%的热作模具钢制造。而且还可使用塑料膜来进一步保护。利用冷弯冲床的通用模具生产小批量的通用部件是相当经济的。除上述原因外,如果冷弯冲床还用于生产碳钢部件,保持好冷弯冲床车间的环境是很重要的。辊轧成型辊轧成型方法是使用一组连续机架来把不锈钢轧成复杂形状。辊子的顺序是这样设计的,即:每个机架的辊型可连续使金属变形,直到获得所需的最终形状。如果部件的形状复杂,最多可用三十六个机架,但形状简单的部件,四个机架就可以了。
2、200U6.2澳标H型钢的执行标准:AS/NZS 3679.1,材质有:G250、G300、G350等
4、澳标H型钢规格型号表:
| 澳标H型钢现货库存表 | |||
| 型号 | 米重 | 型号 | 米重 |
| 150UB 14.0 | 14 | 310UB 46.2 | 46.2 |
| 150UB 18.0 | 18 | 310UC 96.8 | 96.8 |
| 150UC 23.4 | 23.4 | 310UC 118 | 118 |
| 150UC 30.0 | 30 | 310UC 137 | 137 |
| 150UC 37.2 | 37.2 | 310UC 158 | 158 |
| 200UB 18.2 | 18.2 | 360UB 44.7 | 44.7 |
| 200UB 22.3 | 22.3 | 360UB 50.7 | 50.7 |
| 200UB 25.4 | 25.4 | 360UB 56.7 | 56.7 |
| 200UB 29.8 | 29.8 | 410UB 53.7 | 53.7 |
| 200UC 46.2 | 46.2 | 410UB 59.7 | 59.7 |
| 200UC 52.2 | 52.2 | 460UB 67.1 | 67.1 |
| 200UC 59.5 | 59.5 | 460UB 74.6 | 74.6 |
| 250UB 25.7 | 25.7 | 460UB 82.1 | 82.1 |
| 250UB 31.4 | 31.4 | 530UB 82 | 82 |
| 250UB 37.3 | 37.3 | 530UB 92.4 | 92.4 |
| 250UC 72.9 | 72.9 | 610UB 101 | 101 |
| 250UC 89.5 | 89.5 | 610UB 113 | 113 |
| 310UB 32.0 | 32 | 610UB 125 | 125 |
冶金矿产:
为了尽量降低不锈钢的擦伤,冷弯冲床的工具通常用铬含量为12%的热作模具钢制造。而且还可使用塑料膜来进一步保护。利用冷弯冲床的通用模具生产小批量的通用部件是相当经济的。除上述原因外,如果冷弯冲床还用于生产碳钢部件,保持好冷弯冲床车间的环境是很重要的。辊轧成型辊轧成型方法是使用一组连续机架来把不锈钢轧成复杂形状。辊子的顺序是这样设计的,即:每个机架的辊型可连续使金属变形,直到获得所需的最终形状。如果部件的形状复杂,最多可用三十六个机架,但形状简单的部件,四个机架就可以了。





















