






产品分类 更多>>



英标H型钢材料:
冷却:由于PE管接头只有在全部冷却到常温后才能达到其耐压强度,冷却期间其它外力会使管材、管件不能保持同一轴线,从而影响熔接质量,冷却期间不得移动被连接件或在连接处施加外力。电熔鞍形连接:这种连接方式适用于在干管上连接支管或维修因管子小面积破裂造成漏水等场合。连接流程为:清洁连接部位→固定管件→通电熔接→冷却用细砂纸、刮刀等刮除连接部位管材表面的氧化层,用干净棉布擦除管材和管件连接面上的污物;固定管件:连接前,干管连接部位应用托架支撑固定,并将管件固定好,保证连接面能完全吻合。
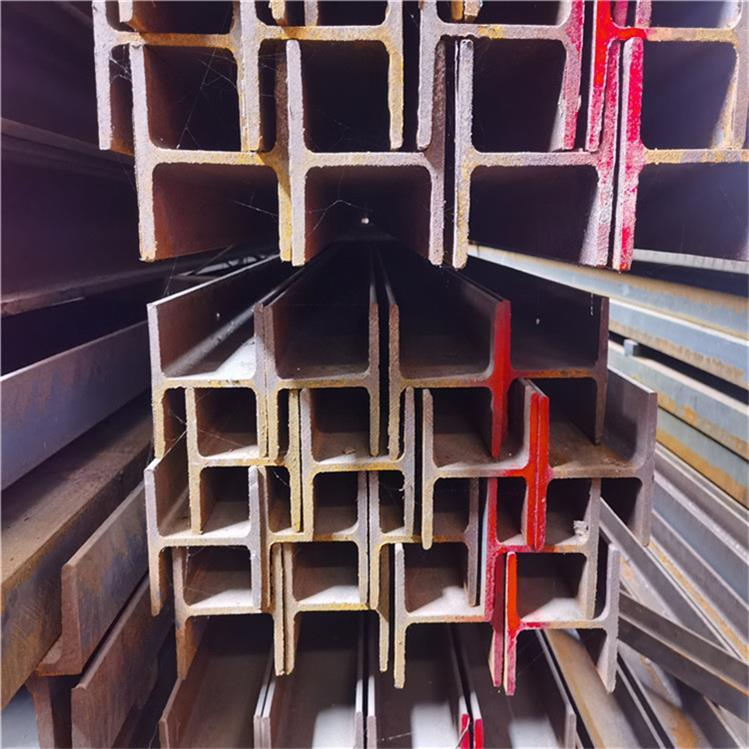
一、UC203*203*46英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢性能特点具有较厚致密的纯锌层覆盖在钢铁紧固件表面上,它可以避免钢铁基体与任何腐蚀溶液的接触,保护钢铁紧固件基体免受腐蚀。在一般大气中,锌层表面形成一层很薄而密实的氧化锌层表面。
二、UC203*203*46英标H型钢热扎工艺手段:11、轧制时金属除了高向压缩和沿纵向的延伸外,也存在着沿横向流动引起的横向变形,称之为宽展。根据金属沿小阻力方向流动流动的法则,由于摩擦阻力影响的不同,使得金属沿水平截面的流动可以分为4个区域,如图所示,变形区可以分为延伸区和宽展区两部分,在区和区,横向阻力大于纵向阻力,金属质点几乎全朝纵向流动,获得延伸变形,在区和区,横向阻力比纵向阻力小得多,金属质点朝横向流动产生宽展,可见,宽展主要产生在轧件边部,而且后滑区比前滑区多。由于摩擦阻力从轧件边部向中心越来越大,所以越靠近边部的金属质点横向流动的趋势越大,反之中心部位的金属质点纵向流动的趋势越来越大,即中心部位的金属质点纵向流动快于边部,这就是为什么轧件头部呈扇形,而尾部呈鱼尾形的原因,如果中心与边部流速差所引起边部的附加拉应力过了金属的度极限,将出现边部裂纹。宽展其实是一个很复杂的过程,我们目前还没有一个明确的计算宽展的方法,大多宽展的计算都是根据测量来的数据推断出来的,要么就是根据现场实际操作的经验获得的,所以这一方面研究的空间很大。 建筑结构中,其最终建筑物的功能。经济性能与建筑物的结构形式有着密切的联系,所以在实际进行结构的选择中,需要在建筑方案的设计中对这一问题进行充分考虑。在高层建筑中,如果其柱距比较大,同时因为轴压比的关系,导致柱截面太大,使用以往的建筑结构方式,势必会加重建筑物本身的自重,同时材料的使用量也会增加。这种情况下就需要使用型钢混凝土结构,而如果层高有一定的限制,并且跨度比较大的时候,也可以使用型钢混凝土结构,所以,在实际的结构选择中,需要综合各方面的因素进行结构的确定。
四、UC标H型钢规格型号表:

钢铁冶金:他们采用的工艺路线如下:首先将适量Cr-Fe粉、Mo粉和Mn粉混合,进行2h球磨,目的是细化粉末颗粒,使得在随后渗氮时氮在粉末中的扩散距离得以缩短,并增加氮的固溶度。检测表明:绝大部分颗粒尺寸降至20~40m之间,同时原始粉末中许多细小颗粒在球磨后消失,说明球磨使得锰、钼等元素固溶进了Fe-Cr中,实现了部分合金化。然后将上述粉末在1000℃下流动氮气中渗氮1h,获得氮含量很高的Cr-Mo-Mn-Fe-N复合粉末。
冷却:由于PE管接头只有在全部冷却到常温后才能达到其耐压强度,冷却期间其它外力会使管材、管件不能保持同一轴线,从而影响熔接质量,冷却期间不得移动被连接件或在连接处施加外力。电熔鞍形连接:这种连接方式适用于在干管上连接支管或维修因管子小面积破裂造成漏水等场合。连接流程为:清洁连接部位→固定管件→通电熔接→冷却用细砂纸、刮刀等刮除连接部位管材表面的氧化层,用干净棉布擦除管材和管件连接面上的污物;固定管件:连接前,干管连接部位应用托架支撑固定,并将管件固定好,保证连接面能完全吻合。
一、UC203*203*46英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢性能特点具有较厚致密的纯锌层覆盖在钢铁紧固件表面上,它可以避免钢铁基体与任何腐蚀溶液的接触,保护钢铁紧固件基体免受腐蚀。在一般大气中,锌层表面形成一层很薄而密实的氧化锌层表面。
二、UC203*203*46英标H型钢热扎工艺手段:11、轧制时金属除了高向压缩和沿纵向的延伸外,也存在着沿横向流动引起的横向变形,称之为宽展。根据金属沿小阻力方向流动流动的法则,由于摩擦阻力影响的不同,使得金属沿水平截面的流动可以分为4个区域,如图所示,变形区可以分为延伸区和宽展区两部分,在区和区,横向阻力大于纵向阻力,金属质点几乎全朝纵向流动,获得延伸变形,在区和区,横向阻力比纵向阻力小得多,金属质点朝横向流动产生宽展,可见,宽展主要产生在轧件边部,而且后滑区比前滑区多。由于摩擦阻力从轧件边部向中心越来越大,所以越靠近边部的金属质点横向流动的趋势越大,反之中心部位的金属质点纵向流动的趋势越来越大,即中心部位的金属质点纵向流动快于边部,这就是为什么轧件头部呈扇形,而尾部呈鱼尾形的原因,如果中心与边部流速差所引起边部的附加拉应力过了金属的度极限,将出现边部裂纹。宽展其实是一个很复杂的过程,我们目前还没有一个明确的计算宽展的方法,大多宽展的计算都是根据测量来的数据推断出来的,要么就是根据现场实际操作的经验获得的,所以这一方面研究的空间很大。 建筑结构中,其最终建筑物的功能。经济性能与建筑物的结构形式有着密切的联系,所以在实际进行结构的选择中,需要在建筑方案的设计中对这一问题进行充分考虑。在高层建筑中,如果其柱距比较大,同时因为轴压比的关系,导致柱截面太大,使用以往的建筑结构方式,势必会加重建筑物本身的自重,同时材料的使用量也会增加。这种情况下就需要使用型钢混凝土结构,而如果层高有一定的限制,并且跨度比较大的时候,也可以使用型钢混凝土结构,所以,在实际的结构选择中,需要综合各方面的因素进行结构的确定。
四、UC标H型钢规格型号表:
钢铁冶金:他们采用的工艺路线如下:首先将适量Cr-Fe粉、Mo粉和Mn粉混合,进行2h球磨,目的是细化粉末颗粒,使得在随后渗氮时氮在粉末中的扩散距离得以缩短,并增加氮的固溶度。检测表明:绝大部分颗粒尺寸降至20~40m之间,同时原始粉末中许多细小颗粒在球磨后消失,说明球磨使得锰、钼等元素固溶进了Fe-Cr中,实现了部分合金化。然后将上述粉末在1000℃下流动氮气中渗氮1h,获得氮含量很高的Cr-Mo-Mn-Fe-N复合粉末。




















